


无需繁琐的文字描述,观看我们的视频,让球墨铸铁型材-【球墨铸铁管件】今日新品产品一览无余!
以下是:球墨铸铁型材-【球墨铸铁管件】今日新品的图文介绍

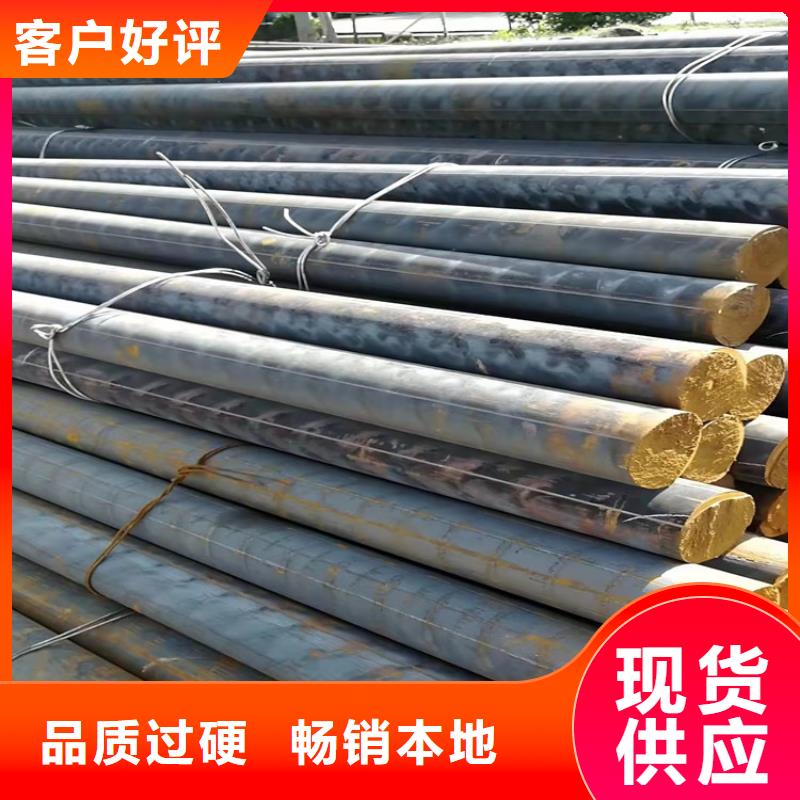
球墨铸铁是通过球化和孕育处理得到球状石墨,有效地增强了铸铁的机械功能,特别是加强了塑性和耐性,从而得到比碳钢还高的强度。球墨铸铁已迅速发展为仅次于灰铸铁的、使用十分广泛的铸铁材料。1.严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,减少了球墨铸铁中锰,磷,硫的含量。2.铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失。3.进行球化处理,即往铁液中添加球化剂。4.加入孕育剂进行孕育处理。5.球墨铸铁流动性较差,收缩较大,因而需求较高的浇注温度及较大的浇注系统尺寸,合理使用冒口,冷铁,选用次序凝结的原则。6.进行热处理。(1)退火。得到铁素体基体,增强塑性、耐性,应力,改进切削功能。(2)正火。得到珠光体基体,增强强度和耐磨性。(3)调质。取得回火索氏体的基体组织,以及良好的综合力学功能,如主轴、曲轴、连杆等。(4)等温淬火。 球墨铸铁型材使外形复杂且综合性能要求高的零件取得下贝氏体的基体组织,以及高强度、高硬度、高耐性等综合力学功能,防止热处理时发生开裂,如主轴、曲轴、齿轮等。球墨铸铁型材已成功地用于铸造一些受力复杂,强度、耐性、耐磨性要求较高的零件,山东飞翔球墨铸铁型材规格齐全, 价格优惠。


HT200灰口铸铁棒加工的排气阀壳气密性能突出!1)进气阀壳、排气阀壳的材质为HT200灰口铸铁棒.其化学成分为(%):3.1~3.5C、1.8~2.1Si、0.7~0.9Mn、P<0.15、S≤0.12,余量为Fe,铸件中心安放内冷铁棒,以细化组织, 增大致密度,铸件在机加工时沿冷铁的轴线钻~15mm 通孔,然后两头密封试水压;2)浇注温度控制在1370~1390℃; 3)在两个油砂芯和铸件中心上方再开设三个~12mm出气孔,加强排气。本发明的有益效果是:本发明的铸造工艺方法简单,了气孔和缩松,进气阀壳和排气阀壳经水压试验全部合格,废品率大大下降。球墨铸铁型材选华尔网飞翔铸业材料有限公司。



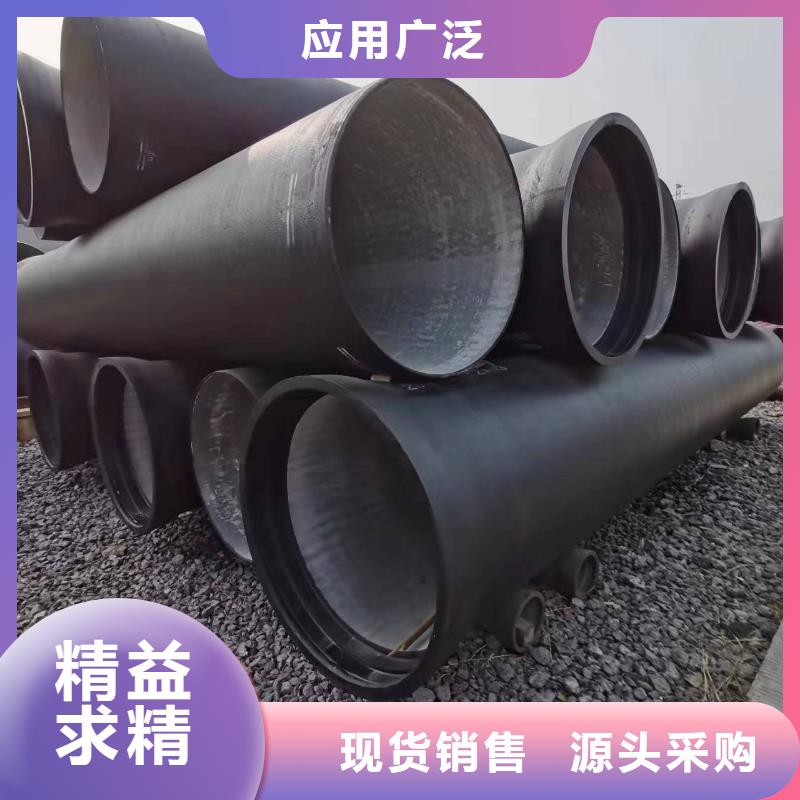
飞翔铸业有限公司位于南村镇工业园。本公司是一家专业开发设计生产 南京鼓楼消防球墨铸铁管厂家。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。



对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.



